Od automatyki do pełnej automatyki

Tak jak w przypadku autopilota w samolocie, tryb automatyczny jest modelem koncepcyjnym linii produkcyjnych w fabrykach tektury falistej Progroup. Jakie są postępy automatyzacji? Co trzeba jeszcze zrobić?
Linie produkcji tektury falistej to skomplikowane systemy. Komputery radzą sobie z ich sterowaniem lepiej niż ludzki mózg. „Wszystkie czynności nadające się do wykonania komputerowego powinno być wykonywane przez komputery. W tym procesie produkcji nie ma miejsca na ludzką indywidualność”, mówi Jürgen Heindl, prezes zarządu Progroup.
Christophe Haessig, kierownik działu Business Development – Board Technology and Products uzupełnia: „W idealnej sytuacji operator uruchamia linię w poniedziałek rano i wyłącza ją w sobotni wieczór. Najlepiej, aby między tymi momentami wymagany był tylko minimalny zakres ingerencji w procesy produkcyjne. Maszyna wie, co trzeba zrobić – wszystkie kroki procesu są zaimplementowane w maszynie. Taki jest nasz cel. Jesteśmy jeszcze w drodze do jego realizacji.”
W celu osiągnięcia tego idealnego stanu zespół Progroup wraz z producentem linii BHS zajął się modyfikacją i wprowadzeniem rozszerzeń w systemie operacyjnym, czyli „mózgu” linii. System ten odpowiada na sterowanie maszyną oraz wszelkimi peryferiami. W efekcie powstaje zharmonizowany w najdrobniejszych szczegółach łańcuch obszarów linii i obszarów funkcyjnych, które umożliwiają maksymalną produktywność.
W nowej megafabryce formatów tektury falistej w Ellesmere Port zostanie ponownie wprowadzona wersja z licznymi rozszerzeniami. Program będzie obsługiwać całkowicie nowy proces produkcyjny: maszyna będzie produkować ze stałą prędkością roboczą. Ellesmere Port będzie pierwszą linią, która przy szerokości roboczej 3,35 m będzie produkować ze stałą prędkością 400 m/min.
Tak jak już w innych fabrykach Prowell – zostanie zastosowany Zero Defect System. System sprawdza ewentualne sklejenia, które wykrywa i oddziela sklejoną tekturę falistą. Tak zwana funkcja Board Dimension Control monitoruje grubość tektury falistej. To umożliwia rejestrację ewentualnych miejsc zgniecenia profilu Ponadto jest kontrolowana szerokość użyteczna i odległości między rowkami.
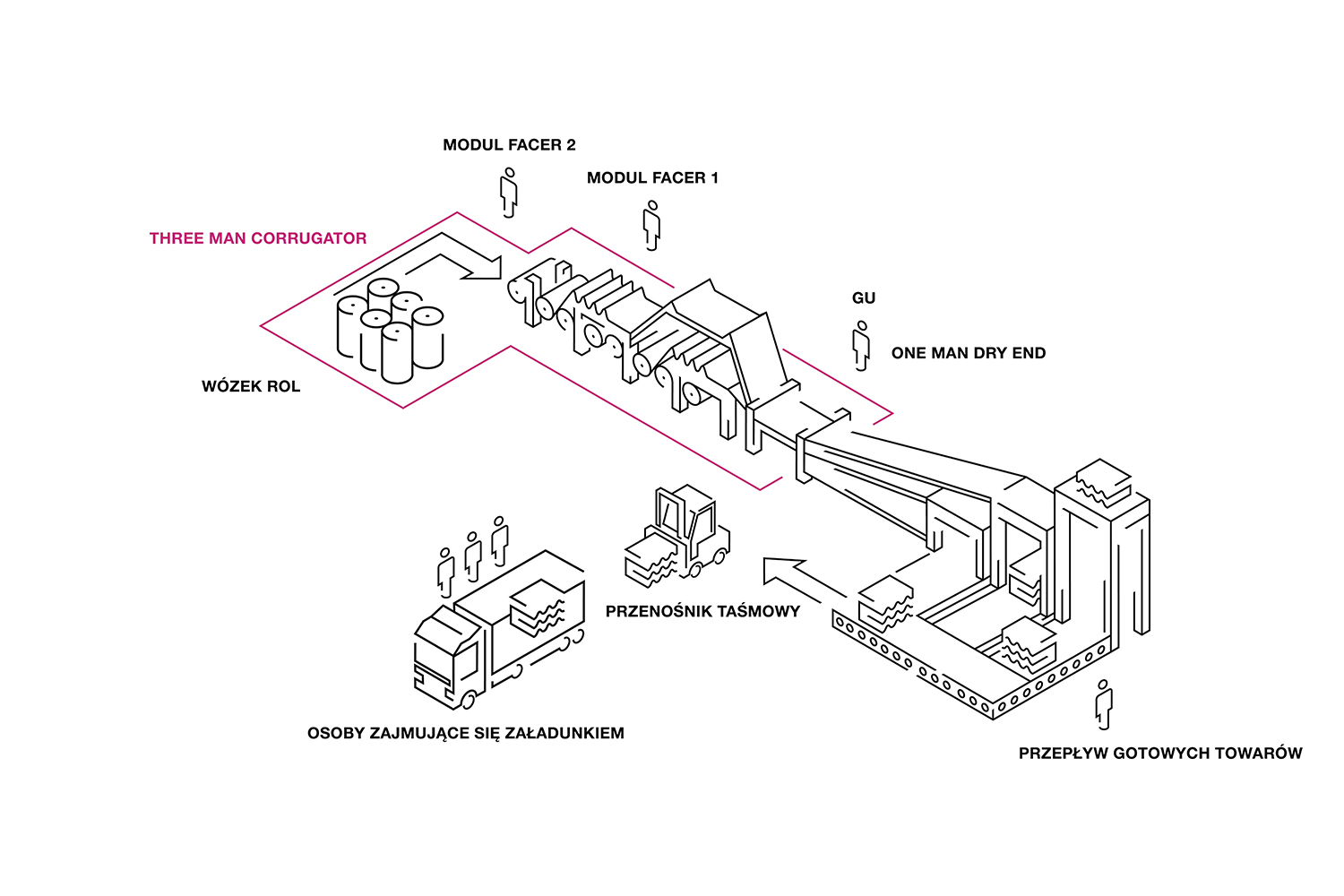
W kwestii sterowania maszyną należało sprawdzić, czy trzech operatorów da radę wykonać niezbędne prace. Wynik projektu obsługi operatorskiej to potwierdził – lecz tylko wtedy, kiedy maszyna przekazuje operatorom dokładnie uporządkowane polecenia działania w celu optymalizacji wydajności i w przypadku zakłóceń.
W Ellesmere Port będą także stosowane tak zwane „Automated Guided Vehicles” (AGV), nazywane również samojezdnymi układarkami rol, które wybierają role odpowiednio do planu produkcji i przekazują je do maszyny. Ze względu na to w części mokrej nie będzie wymagana czwarta osoba do obsługi. Koncepcja Three Man Corrugator staje się rzeczywistością. Po wprowadzeniu „One Man Dry End” w fabryce w Plößbergu koncepcja „Three Men Corrugator” pojawiła się jako następny logiczny krok rozwoju.
W jaki sposób linia produkcji tektury komunikuje się z personelem obsługi? Stanowiska dyspozytorskie są obecnie zastępowane przez moduły przenośne. Są to urządzenia komunikacyjne, które pracownik nosi ze sobą. Procesy i instrukcje są prezentowane graficznie na małych ekranach lub przekazywane do zestawu słuchawkowego jako komunikaty głosowe.
Moduły przenośne zapewniają dostęp do wymaganych informacji tam, gdzie są potrzebne, czyli bezpośrednio u operatora. Drogi i czasy reakcji skracają się. Spontaniczne reagowanie pomaga zredukować liczbę odrzutów.
W procesie planowania nie jest także pomijana kwestia utrzymania i tworzenia wysokiej jakości miejsc pracy. Z jednej strony, przy maszynach pracuje mniej personelu. Z drugiej strony ze względu na dobre wyniki, produktywność i rozwój firmy powstają kolejne ambitne miejsca pracy. Progroup zaczęła w 1992 od małego zespołu. Obecnie Progroup zatrudnia ponad 1100 osób – z tendencją wzrostową. Produktywność zapewnia nowe miejsca pracy.